

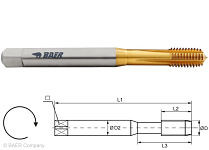
Taraud machine BAER SUPER HSSE-TIN M 2 x 0,4 - DIN 371 tolérance 6GX, 111117001
| Fabricant : |
BAER GERMANY
|
| N° fournisseur: | 111117001 |
| EAN: | 4058462029790 |
62,92 €*
52,43 €
H.T.
91,22 € *
(31,02% économisé)
*TVA incluse
Temps de livraison 3-5 Jours ouvrés
Paiement sécurisé et pratique – choix lors du paiement
Taraud machine BAER SUPER HSSE-TIN M 2 x 0,4 - DIN 371 tolérance 6GX, 111117001
Produit éprouvé
Les plus grandes marques internationales nous font déjà confiance!

Achat sécurisé
- Livraison gratuite à partir de 50 €
- Livraison rapide
- Votre protection personnelle d'acheteur
| Fabricant : |
BAER GERMANY
|
| N° fournisseur: | 111117001 |
| EAN: | 4058462029790 |
Questions sur l'article
Votre question:
Informations sur la personne:
111117001
 2'' x 11, 130101010")





 1/8'' - 3/4'', BSR1")



